
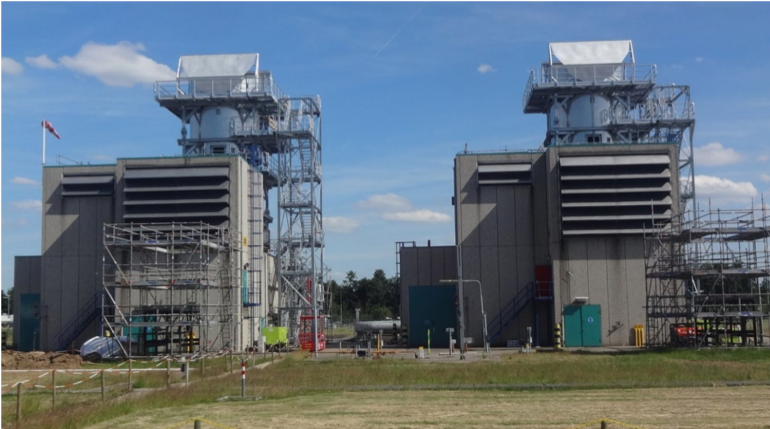
Gasunie - Low NOx - Gas turbine
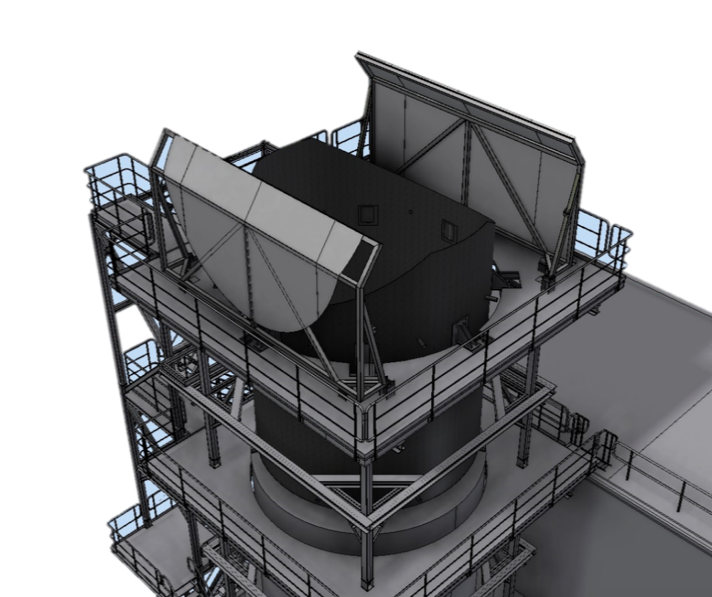
To meet emission levels for a 15MW compressor station driven by a gasturbine a SCR was required. Our engineers designed and built the SCR for that. But with minimized operating hours catalyst blocks had to be protected for weather degeneration as well. A hydraulic driven protective cover was designed and delivered to close of SCRF when not in operation.
Project highlights:
- Robust design – 99,8% availability
- Gasturbine: 28MW/e
- Stack diameter: 5500mm
- Stack height: 7000mm
- Total weight: 20MT
- Project sum: 1,5 MLN
Project scope:
- Detailed engineering & 3D modelling / mechanical calculations
- Transport/ Installation on site / field testing
Challenge
Meeting emission levels for Nox / keeping reactor dry when not in operation
Solution
To meet the emission levels for a 28MW compressor station powered by a gas turbine, an SCR was required. Our engineers designed and built the SCR for this purpose. But with minimal operating hours, the catalyst blocks also had to be protected from weather. A hydraulically driven protective cover was designed and supplied to seal the SCRF when not in operation.
Facts

Customer:
Gasunie N.V.
Location:
the Netherlands




Benefits
- Retrofit installation
- Extended lifetime of the catalyst bed
- Limited effect on flue gas flow
Solutions:
SCR/Oxycat, Stack



